研磨效率高
采用“料層粉磨”原理,磨輥與磨環緊密配合,對物料高效擠壓和剪切,能量利用率比傳統沖擊式粉碎更高,單位產品能耗比其他同類設備降低約 20% - 30%。
細度范圍廣
通過調整分級機轉速,可生產 80 目到 800 目甚至更細的產品,滿足不同行業對石英粉細度的多樣化需求。
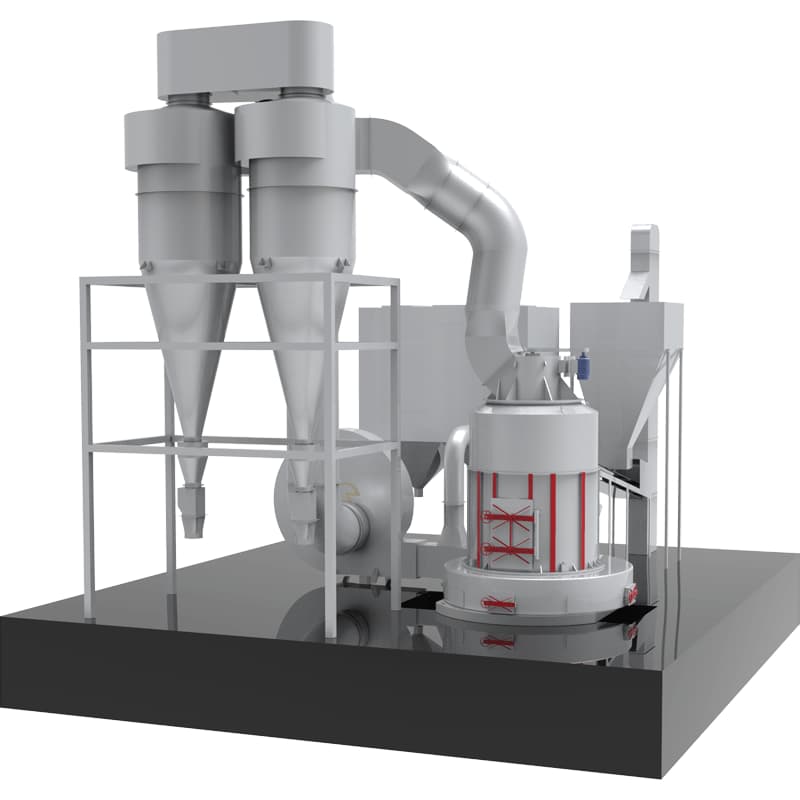
系統集成度高
集破碎、研磨、分級、收集于一體,布局緊湊,自動化程度高,占地面積比傳統設備減少約 30% - 50%,節省場地租賃成本,提高生產效率。
環保清潔
整個系統在負壓下運行,粉塵泄漏少,配備高效脈沖除塵器,粉塵排放濃度可控制在 30mg/m3 以下,遠低于國家標準。
磨損件壽命長
磨輥、磨環等核心研磨部件采用高鉻合金鋼、陶瓷材料等耐磨材料制造,以高鉻鑄鐵為例,使用壽命比普通材料延長約 2 - 3 倍,減少維護次數和維修成本,提高生產連續性和穩定性。
粗碎
顎式破碎機將石英礦初步破碎至 50mm 以下。
中碎與清洗
圓錐破碎機或反擊破進一步中碎,同時水洗或浮選去除石英表面雜質。
干燥
烘干機去除水洗后石英的水分,為后續加工創造條件。
磁選
干式磁選機初步除鐵,降低石英鐵含量。
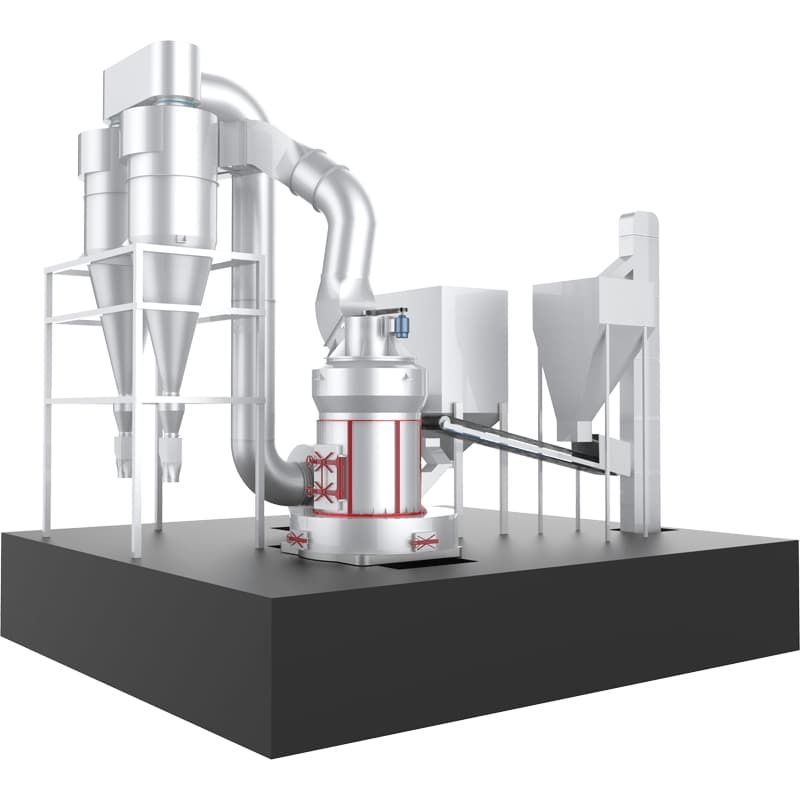
細碎/研磨
超細磨粉機發揮關鍵作用,磨輥與磨環碾壓粉碎石英顆粒。
分級
分級機精確分級粉碎后的物料,合格細粉進入收集系統,粗粉返回重新研磨。
收集
旋風分離器和脈沖布袋除塵器收集成品石英粉,確保氣體達標排放。
包裝
收集的成品粉包裝后走向市場。
設備磨損
石英高硬度使加工設備磨損快,磨輥和磨環使用壽命可能僅為普通物料加工時的三分之一至二分之一。選用耐磨材質是關鍵,如磨輥和磨環采用高鉻鑄鐵或陶瓷復合材料,管路和風機葉輪內襯耐磨陶瓷或采用耐磨鋼板。
產品純度
許多領域對石英粉鐵含量等雜質要求嚴格,設備磨損會引入鐵質污染。材質升級方面,在研磨腔、分級輪、管道等與物料接觸部分使用陶瓷或高分子聚乙烯內襯;磁選除鐵方面,粉碎前后對原料和產品進行多道高強度磁選工序。
能耗問題
石英硬度高,研磨難度大,能耗高,在一些大規模企業,能耗成本占總成本的 30% - 40%。多級破碎可減輕磨機負荷,降低能耗,如某項目優化后入料粒度從 50mm 降至 15mm,環輥磨能耗降低約 25%,生產效率提高 20%;優化風系統可提高分級效率,避免能源浪費,實際生產中可降低能耗 10% - 15%。
總結
超細磨粉機加工石英優勢多,工藝涵蓋多環節,加工要點在于重視設備磨損、保證產品純度及解決能耗問題 。